Обзор
Пресс-форма представляет собой формовочное
оборудование для формования заготовок при непрерывном литье стали, а также является основным оборудованием и ключевой технологией машины непрерывного литья заготовок. Его функция заключается в принудительном охлаждении высокотемпературной расплавленной стали, непрерывно впрыскиваемой в ее внутреннюю полость через водоохлаждаемую медную пластину для отвода ее тепла и постепенного затвердевания в литейную заготовку с требуемой формой поперечного сечения и толщиной оболочки заготовки. При этом литейная заготовка, находящаяся еще в жидком состоянии, непрерывно вытягивается из нижнего патрубка кристаллизатора для создания условий для полного затвердевания литейной заготовки в последующей зоне вторичного охлаждения.
Основная функция колебательного устройства пресс-формы состоит в том, чтобы заставить пресс-форму выполнять механическое движение в соответствии с заданными характеристиками амплитуды, частоты и отклонения формы волны. Цель состоит в том, чтобы облегчить извлечение из формы и предотвратить возникновение аварийных ситуаций, связанных с прилипанием и отрывом из-за сцепления литейной заготовки с медной стенкой формы в процессе затвердевания.
Система онлайн-мониторинга колебаний пресс-формы MOC-K100 может трехмерно определять положительные и отрицательные частоты и характеристики формы волны колебаний пресс-формы. Данные, изменяющиеся в режиме онлайн, предоставляются в режиме реального времени, что обеспечивает удобные и эффективные методы обнаружения для инспекционного персонала на месте.
Смысл системы
1. Когда машина непрерывного литья заготовок не работает должным образом, возникают проблемы с качеством заготовки (такие как следы нестабильного колебания, краевые трещины и т. д.). В соответствии с результатами мониторинга системы, мы можем объединить с фактической ситуацией на месте, чтобы проанализировать причину отказа, а также эффективно оценить и решить проблему осциллирующего стола для улучшения качества продукции.
2. При нормальной работе оборудования, при усталости и износе механической конструкции пресс-формы, ожидаемые параметры колебаний пресс-формы и фактические параметры колебаний будут иметь разность колебаний с изменением времени, в результате чего внутренние параметры процесса Замена машины непрерывного литья заготовок. Своевременный и точный мониторинг изменений этих параметров помогает планировать техническое обслуживание.
3. Перевести техническое обслуживание оборудования с регулярного обслуживания на государственное обслуживание, не ремонтировать при отсутствии проблем и организовывать техническое обслуживание в соответствии с производственными потребностями при появлении ненормальных признаков. Предотвращение чрезмерного ремонта и недостаточного ремонта.
4. В соответствии с результатами мониторинга оборудования, рабочие параметры на месте корректируются вовремя, чтобы избежать неточных колебаний или колебаний с большой ошибкой в работе и предотвратить аварию «прорыва».
5. Мы можем своевременно обнаружить, что колебание не является стабильным или выходит из-под контроля в небольшом диапазоне, чтобы избежать образования неровностей и следов нестабильного колебания на поверхности сляба во время затвердевания расплавленной стали в сляб, и улучшить качество поверхности продукта.
6. Разумно отрегулируйте рабочие параметры в соответствии с результатами мониторинга, избегая использования чрезмерного коэффициента безопасности, обеспечивая нормальную эффективность работы всей сборочной линии, увеличивая выход заготовок и создавая благоприятные условия для увеличения скорости литья.
Функции системы
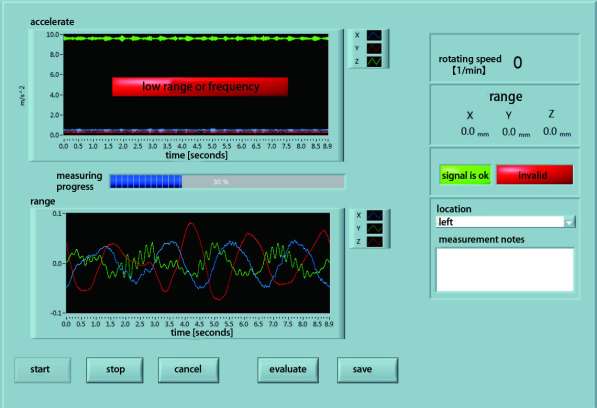
(1) Обзор параметров мониторинга: обеспечивает обзор параметров мониторинга в реальном времени на полном экране, отображая все данные в реальном времени, включая параметры колебаний и параметры процесса.
(2) Форма волны во временной области: эта функция в основном отображает формы колебаний нескольких точек измерения и стандартную форму волны одного канала в реальном времени и одновременно отображает три элемента колебаний каждой точки измерения в реальном времени.
(3) Наложение сигналов: разница между этой функцией и сигналом во временной области заключается в том, что сигналы нескольких точек измерения накладываются на график с линиями разных цветов в одном масштабе, и можно рассчитать разность колебаний каждого канала и отображается интуитивно.
(4) БПФ: этот функциональный модуль завершает расчет и отображение спектра колебаний в режиме реального времени. Он используется для оценки искажения формы сигнала всего осциллирующего стола и определения наличия проблем с установкой осциллирующего устройства.
(5) Гистограмма: колебания каждой точки измерения отображаются в виде гистограммы пикового значения и напряжения зазора датчика, что более интуитивно понятно.
(6) Тенденция: после запуска этого модуля оператор может искать исторические записи в базе данных, анализировать тенденцию изменения каждого параметра и использовать его для анализа рациональности настроек качества стали и параметров обработки для различных сталей при колебаниях. условия.
Параметры системы
1. Количество измерительных каналов: в зависимости от конструкции пресс-формы можно разместить
до 16 датчиков.
или: трехмерное определение колебаний (X, Y, Z по трем осям)
3. Чувствительность: 1000 мВ/г
4. Диапазон частот: 0,04~10 Гц
5. Точность частоты: ±0,01 Гц
6. Точность амплитуды: 0,005 мм.
7. Режим передачи: проводная цифровая передача, беспроводная передача
8. Хост: стандартная стойка 3U, портативное устройство
9. Источник питания датчика: 24 В постоянного тока.
10. Источник питания хоста: 220 В переменного тока/50 Гц.
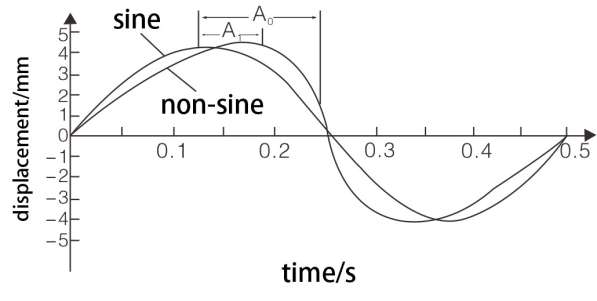
Кривая колебаний пресс-формы
Структура системы
Основными компонентами онлайн-системы обнаружения колебаний кристаллизатора непрерывного литья заготовок являются:
1. Трехмерный датчик измерения колебаний
2. Ручной калибратор датчика колебаний
3. Специальный сигнальный соединительный кабель
4. Предусилитель
5. Блок обработки операций
6. Графический терминал
7. Коммуникационные компоненты Industrial Ethernet (TCP/IP) или PROFIBUS-DP
8. Шкаф управления









 – Выбор пользователей по данным Яндексаi Знак “Выбор пользователей” получают сайты с высокой степенью вовлечённости и лояльности пользователей по данным Яндекса
– Выбор пользователей по данным Яндексаi Знак “Выбор пользователей” получают сайты с высокой степенью вовлечённости и лояльности пользователей по данным Яндекса 


 Сообщение отправлено
Сообщение отправлено 



